Инструкция для Baldor Запасные частей для редукторов моторизованных цилиндрических серии TORQUE-ARM II
 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16
8
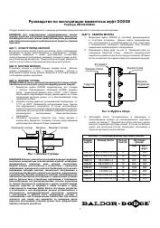
ЗАМЕНА ДЕТАЛЕЙ
ВАЖНО! Разборка и сборка редуктора моторизованного Dodge
Torque-Arm II может производиться с использованием обычного
набора инструментов для технического обслуживания при условии
тщательного соблюдения приведенных ниже указаний.
Обеспечение чистоты является очень важным фактором производства
работ в связи с необходимостью предотвращения попадания грязи в
подшипники и прочие части редуктора. Следует иметь на месте работ
емкость с чистым растворителем, оправочный пресс и оборудование для
нагревания подшипников и шестерен (с целью обеспечения последующей
посадки данных деталей на валы).
Пожалуйста, обращайтесь к производителю в случае отсутствия требуемых
условий или необходимости в выполнении сервисных работ в заводских
условиях.
Масляные уплотнения имеют контактные кромки. Следует проявлять
разумную осторожность при разборке и сборке редуктора с целью
предотвращения повреждения обжимаемой уплотнениями поверхности.
Любые острые кромки ступицы выходного вала должны быть заклеены
лентой или бумагой до начала разборки и сборки. Также проявляйте
осторожность при снятии любых задиров и зазубрин на поверхностях
первичного вала или ступицы выходного вала перед разборкой и сборкой.
Методика заказа запасных частей.
При заказе запасных частей для редуктора следует указать номера
размера и модели редуктора, название и артикул детали, а также
требуемое количество наименований.
Настоятельно рекомендуется производить одновременную замену
всего комплекта контактирующих шестерен или зубчатых колес. При
необходимости замены большой шестерни на ступице выходного вала
рекомендуется заказать узел ступицы выходного вала в сборе, включающий
установленную на ступицу шестерню, с целью гарантирования отсутствия
повреждений на поверхностях обжимания ступицы выходного вала
уплотнениями. Однако, в случае намерения дальнейшего использования
старой ступицы выходного вала следует снять шестерню и подшипник
оправочным прессом с целью тщательной проверки качества обжимаемой
поверхности под масляным уплотнением и наличия насечек или
прочих повреждений, возникших в процессе обжимания. Условием
предотвращения протечек масла из уплотнений вала является отсутствие
повреждений на гладкой поверхности ступицы выходного вала.
Если имеется необходимость снятия прессом любых деталей с вала или
ступицы выходного вала, то данное действие должно производиться перед
заказом деталей в связи с возможностью повреждения подшипников или
других частей во время снятия. Не разрешается производить прессование
с упором на роликовые элементы или сепаратор подшипника.
В связи с возможностью повреждения масляных уплотнений старого
вала при разборке рекомендуется заказать запасные части для замены
указанных компонентов.
Демонтаж редуктора с вала.
Демонтаж конусных втулок и редуктора.
1.
Отсоедините и снимите тягу моментного рычага с переходника
редуктора.
2.
Извлеките винты из втулок.
3.
Разместите болты в резьбовых отверстиях на фланцах втулок.
Затяните болты поочередно и равномерно до свободной посадки
втулок на валу. Для облегчения затягивания болтов убедитесь в
отсутствии загрязнений на резьбе болтов и в резьбовых отверстиях
фланцев втулок. Очистка витков резьбы может производиться при
помощи метчика. Соблюдайте осторожность в вопросе применения
метчика требуемого размера для предотвращения повреждения
витков резьбы.
4.
Снимите наружную втулку, редуктор и, впоследствии, внутреннюю
втулку.
Разборка.
1.
Слейте все масло из редуктора.
2.
Разместите редуктор на боку и снимите двигатель и извлеките
все корпусные болты. Выбейте установочные штифты из корпуса.
Используя три находящихся по окружности фланца отверстия для
поддевания осторожно разделите половины корпуса. Открывайте
корпус равномерно для предотвращения внутренних деталей.
3.
Поднимите первичный вал, все узлы шестерен и подшипников в
сборе из корпуса.
4.
Извлеките уплотнения из корпуса.
5.
Снимите подшипники с валов и ступиц. Проявляйте осторожность
во избежание появления царапин или повреждения любого из узлов
или участка уплотнения во время демонтажа подшипника. Узел
ступицы может быть разобран для замены шестерни. Однако, в случае
появления царапин или канавок на ступице может иметь место
протечка уплотнения с необходимостью замены ступицы.
Сборка.
1.
Узел ступицы выходного вала. Нагрейте шестерню до температуры
162,8°C - 176,7°C с целью усаживания на ступицу. Нагрейте
подшипники до температуры 132°C - 143°C с целью усаживания
на ступицу. Любые повреждения поверхностей ступицы в местах
обжимания масляными уплотнениями приведут к протечкам с
необходимостью использования новой ступицы.
2.
Узел передаточного вала. Вал и зубчатое колесо являются единым целым.
Опрессуйте шестерню и подшипники на вал. Прессование производите к
внутренней обойме (не к сепаратору или роликам) подшипников.
3.
Узел первичного вала. Вал и зубчатое колесо являются единым
целым. Опрессуйте подшипники на вал. Прессование производите к
внутренней обойме (не к сепаратору или роликам) подшипников.
4.
Вбейте два установочных штифта в место установки в правой
половине корпуса.
5.
Установите правую половину корпуса на блоки для обеспечения
доступа к выступающему концу ступицы выходного вала.
6.
Установите наружное кольцо подшипника вала конической шестерни
в левую половину корпуса, убедившись в надлежащей посадке
кольца. Добавьте 0,13 мм к монтажному размеру, обозначенному
на наружном диаметре конической шестерни, и установите узел в
корпус. Проведите измерения и подгоните расположение конической
шестерни при помощи регулировочных прокладок, размещенных под
наружным кольцом подшипника, до получения требуемого значения
(монтажное расстояние плюс 0,13 мм). Установите правую половину
корпуса и проверьте торцевое биение вала конической шестерни.
Снимите правую половину корпуса и выполните регулирование за
наружным кольцом правостороннего подшипника, см. таблицу 8.
7.
Установите правую половину корпуса на блоки и вставьте наружные
кольца подшипников в оставшиеся проходные отверстия. Один
подшипник узла ступицы выходного вала запрессован к шестерне, а
другой - к бортику ступицы. Установите узел ступицы выходного вала
с расположением вверх конца, на котором подшипник запрессован к
шестерне.
8.
Введите шестерни ступицы выходного вала и малого передаточного
вала в зацепление и установите на место в корпусе. Установите
узел первичного вала на место в корпусе. Убедитесь в надлежащей
посадке роликов (внутренних колец) подшипника в соответствующих
наружных кольцах. Установите наружные кольца подшипников левой
половины корпуса на соответствующие ролики.
9.
Убедившись в чистоте обеих половин корпуса, установите левую половину
корпуса на место и простукивайте мягким молотком (из недубленой
кожи, не свинцовым) до момента возможности использования корпусных
болтов для стягивания половин. Убедитесь в невозможности изгибания
валов редуктора при затягивании корпусных болтов.
10. Проверните вал конической шестерни и обеспечьте посадку всех
подшипников при помощи мягкого молотка. При помощи магнитного
основания и индикатора измерьте и зарегистрируйте величины
торцевого биения передаточного вала и ступицы выходного вала.
Снимите левую половину корпуса и разместите регулировочные
прокладки за наружным кольцом подшипника надлежащим образом
для обеспечения корректной величины люфта или предварительного
натяга согласно указаниям таблицы 8. Повторите данные действия
и проверяйте люфт до получения требуемого значения. Обратите
внимание на наличие предварительного натяга выходного вала
После определения люфта следует добавить значение толщины
регулировочных прокладок к величине люфта для получения
корректной характеристики предварительного натяга.
11. Демонтируйте левую половину корпуса редуктора. Произведите
очистку поверхностей фланцев корпуса обеих половин, соблюдая
осторожность во избежание оставления засечек или царапин на
поверхности фланца. Разместите 3,2-мм валик герметика Dow RTV732
или эквивалентного материала на поверхности фланца (убедившись
в укладке герметика холодного отверждения вокруг болтовых
отверстий и внутри поверхности фланца). Установите левую половину
корпуса на место и простукивайте мягким молотком (из недубленой
кожи, не свинцовым) до момента возможности использования
корпусных болтов для стягивания половин. Затяните корпусные
болты с крутящими усилиями, указанными в таблице 9.
12. Зарегистрируйте монтажное расстояние конической шестерни.
При помощи концевых мер или индикатора прикрепите двигатель
болтовым соединением к редуктору и установите коническую
шестерню на требуемом монтажном расстоянии. Проверьте
расположение зубьев и подстройте шестерню добавлением или
удалением регулировочных прокладок.
13. Установите уплотнения выходного вала и вспомогательные
уплотнения. Проявляйте исключительную осторожность при
установке уплотнений во избежание повреждений и последующих
протечек из-за контакта с острыми кромками, которые следует
Оглавление инструкции
- Страница 1 из 17
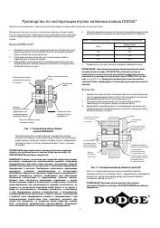
Руководство по монтажу и установке запасных частей для редукторов моторизованных цилиндрических серии TORQUE-ARM II Модели MTA 1107H и MTA3203H Внимательно ознакомьтесь с данными указаниями перед началом работ по монтажу или эксплуатации. ВНИМАНИЕ: Для предотвращения непреднамеренного запуска
- Страница 2 из 17
Рабочее положение редуктора при горизонтальной установке не ограничивается тремя позициями, показанными на рис. 1 и 2. Однако, в случае отклонения рабочего положения на более 20º от позиции D или на более 5º от позиций A и C в любом направлении по схеме, теряется возможность безопасного
- Страница 3 из 17
Демонтаж втулок - стандартных конических или для укороченных валов. 1. 2. Открутите и снимите болты втулок. Разместите болты в резьбовых отверстиях на фланцах втулок. Затяните болты поочередно и равномерно до свободной посадки втулок на валу. Для облегчения затягивания болтов убедитесь в отсутствии
- Страница 4 из 17
4. Таблица 3. Рекомендации по выбору масла. Марки ISO для окружающих температур от 10° С до 52° С. Характеристики редуктора Torque-Arm II Выходная частота вращения, об/мин. MTA1107H MTA3203H 5. 301 – 400 320 220 6. 201 – 300 320 220 151 – 200 320 220 126 – 150 320 220 101 – 125 320 320 81 – 100 320
- Страница 5 из 17
ТАБЛИЦА ЭКВИВАЛЕНТНЫХ ЗНАЧЕНИЙ ВЯЗКОСТИ МАСЕЛ ЗНАЧЕНИЯ КИНЕМАТИЧЕСКОЙ ВЯЗКОСТИ сСт/ 40° C 2000 1000 сСт/ 100° C ISO VG МАРКИ AGMA 70 ВЯЗКОСТЬ ПО СЕЙБОЛТУ МАРКИ SAE СЕК. СЕК. ТРАНСМИССИОННЫЕ СЕЙБОЛТА/ СЕЙБОЛТА/ МАСЛА 100° F 210° F 10,000 8000 60 1500 50 1000 8A 40 680 8 460 7 320 6 250 30 140 400
- Страница 6 из 17
ОГРАНИЧИТЕЛИ ОБРАТНОГО ХОДА 1. 2. 3. 4. 5. 6. Снимите крышку вала ограничителя обратного хода и прокладку, см. рис. 5. Повторное использование данных компонентов не разрешается. Данная крышка расположена прямо напротив выступающего конца входного вала. Очистите поверхность редуктора для удаления
- Страница 7 из 17
УЗЕЛ ПЕРЕХОДНИКА ШНЕКОВОГО КОНВЕЙЕРА И ПРИВОДНОГО ВАЛА 1. 2. 3. 4. 5. 6. 7. 8. 9. Установите уплотнения (408) в корпус переходника, см. рис. 6. При необходимости использования опционального промежуточного сальника установите только одно уплотнение на малом конце переходника. Соблюдайте
- Страница 8 из 17
ЗАМЕНА ДЕТАЛЕЙ 5. ВАЖНО! Разборка и сборка редуктора моторизованного Dodge Torque-Arm II может производиться с использованием обычного набора инструментов для технического обслуживания при условии тщательного соблюдения приведенных ниже указаний. Сборка. Обеспечение чистоты является очень важным
- Страница 9 из 17
14. АРТИКУЛЫ ЗАПАСНЫХ ЧАСТЕЙ И КОМПЛЕКТОВ ДЕТАЛЕЙ заклеить лентой перед началом монтажа. Нанесите на кромки уплотнений небольшой слой универсальной консистентной смазки Mobilith AW2 или эквивалентного вещества. Следует опрессовать или равномерно простучать уплотнения мягким молотком до посадки в
- Страница 10 из 17
Детали для моделей MTA1107H и MTA3203H двухступенчатых редукторов с коническими втулками, со встроенным редукторным двигателем и приводом с изменяемой частотой вращения. 400 4, 5, 6, 7 23 409, 410 2 1 27 21, 66 411 24, 25 200 14 203 44 401 404, 405 406 402 403 204, 205 26 408 38 34, 36 412 35, 37
- Страница 11 из 17
Детали для моделей MTA 1107H и MTA3203H двухступенчатых редукторов с коническими втулками с консольным фланцем (C-Face) 2 4, 5, 6, 7 23 1 27 409, 410 24, 25 411 14 21, 66 200 44 408 407 404, 405 203 406 204, 205 401 403 402 26 34, 36 УЗЕЛ ПЕРЕХОДНИКА ШНЕКОВОГО ТРАНСПОРТЕРА 38 35, 37 40 41 17 412
- Страница 12 из 17
Детали для моделей MTA 1107H и MTA3203H двухступенчатых редукторов с коническими втулками Номер детали Кол-во TA1107H TA3203H 1 Корпус - левостор. 1 901596 903596 2 Корпус - правостор. 1 901598 903598 ① Герметик холодного отверждения, трубн. 1 465044 465044 4 Корпусной болт 13 411253 411412 5
- Страница 13 из 17
Детали для моделей MTA 1107H и MTA3203H двухступенчатых редукторов с коническими втулками Номер детали Описание Кол-во TA1107H 34 Наружное кольцо подшипника передаточного вала - левостор. 1 403165 TA3203H 403101 35 Наружное кольцо подшипника передаточного вала - правостор. 1 403165 403101 36
- Страница 14 из 17
Детали для моделей MTA 1107H и MTA3203H двухступенчатых редукторов с коническими втулками Номер детали Кол-во TA1107H TA3203H 400 Переходник шнекового транспортера 1 901401 903401 401 Прижимная планка шнекового конвейера 1 901402 903402 402 Клиновой разжим шнекового транспортера 1 901403 903403 403
- Страница 15 из 17
Таблица 12. Действительные передаточные отношения. Размер редуктора Передаточное отношение комплекта конической шестерни Передаточное отношение базового редуктора Действительное заключительное передаточное отношение MTA1107H131T 4,23 30,91 130,75 MTA1107H106T 4,23 25,06 106,00 MTA1107H84T 2,71
- Страница 16 из 17
Международная штаб-квартира П/я 2400, г. Форт-Смит, штат Аризона, 72902-2400, США. Тел.: (1) 479.646.4711, факс (1) 479.648.5792, международная линия факса (1) 479.648.5895 Техническая поддержка ряда продукции Dodge 6040 Пондерс Корт, г. Гринвиль, штат Южная Каролина, 29615-4617, США. Тел.: (1)
- Страница 17 из 17